1. Set up welding equipment
Shielded
Metal
Arc Welding (SMAW) operation requires a setup and then weld.
•In general, the operator factor, or the
percentage of the operator’s time spent laying weld, is approximately 25%. The
rest is spent in preparation and in removing slag.
•The actual welding technique utilized
depends on the electrode, the composition of the workpiece, and the position of
the joint being welded.
•The choice of electrode and welding
position also determines the welding speed.
•Flat welds require the least operator
skill and can be done with electrodes that melt quickly but solidify slowly.
This permits higher welding speeds.
•Sloped, vertical or upside-down welding
requires more operator skill and often necessitates the use of an electrode
that solidifies quickly to prevent the molten metal from flowing out of the
weld pool.
•However, this generally means that the
electrode melts less quickly, thus increasing the time required to lay the
weld.
•Before starting make sure that you are
using
a good helmet for
SMAW welding as well as protective clothing.
•Clean
the workpiece
•Clamp
the work close to the weld
•Insert
the electrode into the insulated holder. Set amperage at levels recommended by
the electrode manufacturer.
•Determine
the best arc length. As a guideline the arc for a 1/16″ to 3/32″ diameter
electrode is 1/16″ (1.6mm). The arc length for a 1/8″ and 5/32″ electrode is
1/8″ (3mm).
•Have
a chipping hammer available to remove any slag and before doing a 2nd pass with
the weld.
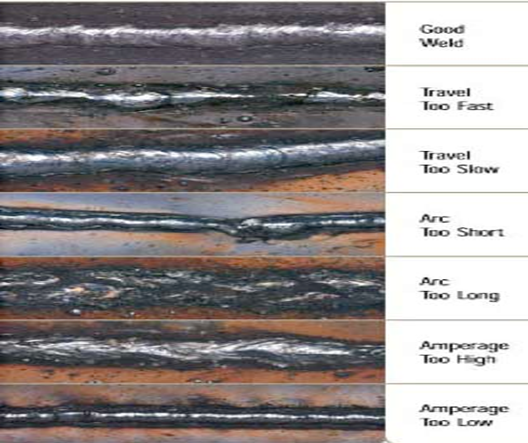
Poor weld bead characteristics include
large spatter deposits, use of the wrong arc, higher/lower amperage levels than
recommended and poor penetration.
Operation
Starting
the Arc
Scratch
Start Technique:
•To strike the electric arc when starting
a SMAW operation, the electrode is brought into contact with the workpiece,
dragged like lighting a match, and then pulled away slightly. If the arc lights
and then goes out, that means the electrode was pulled too far away from the
base metal. If the electrode sticks to the metal, give a twist and it should
come free.
Tapping
Technique:
•Move the electrode straight down to the
base metal. Then lift slightly. The arc should start. If the arc goes out, that
means it was lifted too high off the workpiece.
Operating
the Electrode Holder
•This initiates the melting of the
workpiece and the consumable electrode and causes droplets of the electrode to
be passed from the electrode to the weld pool.
•As the electrode melts, the flux covering
disintegrates, giving off a vapors that protect the weld area from oxygen and
other atmospheric gases.
•In addition, the flux provides molten
slag which covers the filler metal as it is travels from the electrode to the
weld pool.
•Once part of the weld pool, the slag
floats to the surface and protects the weld from contamination as it
solidifies.
Set
up welding accessories
What
is
Stick Welding?
•Stick welding is technically defined as
“Shielded Metal Arc Welding”. The term “stick welding” is a common slang term
that the welding industry has adopted because the electrode that welds the
metal comes in the form of a “Stick”.
•The simplest explanation of how stick
welding works. Stick welding is a form of welding that uses electricity to melt
a metal filler rod/electrode/stick (electrode is the proper term) that melts
both the metal joint and electrode all at once to fuse two pieces of metal
together and fill the joint with filler metal at the same time.
Stick Welding Equipment•Stick welding equipment is the simplest of all
the electrical arc welding processes. A Stick Welder has four parts:
•A
constant voltage (CV) power supply/Stick Welder.
•Electrode
holder/rod holder.
•Ground
clamp.
•Stick welding electrodes/rods to weld
with.
What is the Difference between
Stick, MIG and TIG Welding?
•Stick and
TIG welding use
the same Constant Voltage power supply and a Stick welder can be adapted to TIG
Weld just by adding a torch set-up.
Accessories
•welding
guns
•regulators
and flow meters
•gas
hoses and adaptors
•gas
cylinders and gas heaters
•filters,
gas nozzle and insulators
•wire
feeders and wire cutter
Set
up welding positioners, jigs and fixtures
Welding
Positioner
•The welding positioner is a practical
auxiliary positioner. It is mainly used in workplaces such as welding of steel
structures and assembly of mechanical parts. It is widely used in the
manufacturing industry of various steel structures such as flanges, pipe
joints, etc. It can also be used as peripheral equipment and a robot to achieve
automatic welding. It is one of the commonly used equipment in modern pipeline,
container and steel structure manufacturing enterprises.
JIGS & FIXTURES
Generally, it is a work holding device
that holds, supports and locates the work piece for a specific operation but
does not guide the tool. It provides only a reference or a device. What makes a
fixture is that each one is built to fit a particular part or shape. The main
purpose of a fixture is to locate and hold a work piece during either a
machining operation or some other industrial process. A jig differs from a
fixture in that as it guides the tool to its correct position in addition to
locating and supporting the work piece. In welding their main function is to
position components accurately, hold components rigidly and prevent movement
during working in order to ensure greater productivity and part accuracy. Jigs
and fixtures are especially designed so that large no. of components can be
machined or assembled identically and to ensure interchangeability of
components. It promotes good fitting tolerance in the final product and the
quality of work piece is very high which are produced at low cost.