•Tack
welding involves welding two or more metal pieces together by
merely applying pressure and heat to the area to be welded. Tack
welding joins the two pieces of metal by using electrodes to send
electrical current through the work pieces. The parts are locally heated.
•After items to be welded together have
been positioned as required, generally by clamping them on suitable fixtures,
tack welds are used as a temporary means
to hold the components in the proper location, alignment, and distance apart,
until final welding can be completed.
•In general, tack welding is performed by
the same process that is used for the final weld. For example, aluminum-alloy
assemblies to be joined by friction stir welding are tack-welded by the same
process using a small tool developed for this purpose. Or electron beam tack
welds, created with reduced power, are used to supplement or replace fixturing and
to maintain the correct shape and dimensions during final electron beam
welding.
Why are Tack Welds Important?
The temporary
nature of tack welds may give the false impression that the quality of these
auxiliary joining aids is not as important as that of final weld and that this
operation doesn't have to be properly programmed, performed, and inspected.
This is not true.
Tack
welding is real welding, even if the welds are deposited in separate short
beads. It performs the following functions:
•Holds
the assembled components in place and establishes their mutual location
•Ensures
their alignment
•Complements
the function of a fixture, or permits its removal, if necessary
•Controls
and contrasts movement and distortion during welding
•Sets
and maintains the joint gap
•Temporarily ensures the assembly's
mechanical strength against its own weight if hoisted, moved, manipulated, or
overturned
Defective Tack Welding Risks
•When hoisted, improperly tack welded
assemblies can rupture, and portions or subassemblies can fall and endanger
people or damage property.
•Tack welding must not interfere with or
degrade the quality of final welding. It must not introduce weld defects, such
as arc strikes, craters, cracks, hard spots, and slag left in place.
•Many steels used in fabricating pipes and
vessels are sensitive to rapid cooling or quenching, especially following short
tack welds, because of the limited heat input required to tack weld.
Note:
Higher
heat input slows the cooling rate, which minimizes the occurrence of hard and
brittle microstructures.
Check gap alignment
•To ensure the satisfactory performance of a
welded structure, the quality of the welds must be determined by adequate
testing procedures. Therefore, they are proof tested under conditions that are
the same or more severe than those encountered by the welded structures in the
field.
•These tests reveal weak or defective sections
that can be corrected before the materiel is released for use in the field. The
tests also determine the proper welding design for ordnance equipment and
forestall injury and inconvenience to personnel.
In
most welds, quality is tested based on the function for which it is intended.
If you are fixing a part on a machine, if the machine functions properly, then
the weld is often considered correct. There are a few ways to tell if a weld is
correct:
•Distribution:
Weld material is distributed equally between the two materials that were
joined.
•Waste: The
weld is free of waste materials such as slag. The slag after cooling should
peel away from the project. It should be removed easily. In Mig
welding, any residue from the shielding gas should also be removed with little
problem.
TIG,
being the cleanest process, should also be waste free. In Tig, if
you see waste, it usually means that the material being welded was not cleaned
thoroughly.
Porosity: The
weld surface should not have any irregularities or any porous holes (called
porosity). Holes contribute to weakness. If you see holes it usually indicates
that the base metal was dirty or had an oxide coating. If you are using Mig or
Tig,
porosity indicates that more shielding gas is needed when welding.
Porosity in aluminum welds is a key indicator of not using enough gas.
•Tightness: If
the joint is not tight, this indicates a weld problem. In oxyacetylene welding,
if using autogenous welding, where there is no filler material, the weld must
be tight. Same for Tig
autogenous welding. The gap is not as critical in other types of welds since
any gap is filled in by the filler material. That said, gaps, in general,
indicate a potential quality problem.
•Leak-Proof: If
you are repairing an item that contains liquid, a leak is a sure-fire way (and
obvious way) to see that there is a problem. Same for something that will
contain a gas. One testing method is to use soap bubbles to check for problems
(can be easily applied with a squirt bottle.
•Strength:
Most welds need to demonstrate the required strength. One way to ensure proper
strength is to start with a filler metal and electrode rating that is higher
than your strength requirement.
Common Weld Faults
Incomplete
Penetration
This
term is used to describe the failure of the filler and base metal to fuse
together at the root of the joint. Bridging occurs in groove welds when the
deposited metal and base metal are not fused at the root of the joint. The
frequent cause of incomplete penetration is a joint design which is not
suitable for the welding process or the conditions of construction. When the
groove is welded from one side only, incomplete penetration is likely to result
under the following conditions.
•The
root face dimension is too big even though the root opening is adequate.
•The
root opening is too small.
•The
included angle of a V-groove is too small.
•The
electrode is too large.
•The
rate of travel is too high.
•The welding current is too low.
Lack
of Fusion
Lack
of fusion is the failure of a welding process to fuse together layers of weld
metal or weld metal and base metal. The weld metal just rolls over the plate
surfaces. This is generally referred to as overlap. Lack of fusion is caused by
the following conditions:
•Failure
to raise to the melting point the temperature of the base metal or the
previously deposited weld metal.
•Improper
fluxing, which fails to dissolve the oxide and other foreign material from the
surfaces to which the deposited metal must fuse.
•Dirty
plate surfaces.
•Improper
electrode size or type.
•Wrong current adjustment.
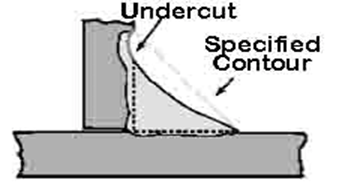
Undercutting
•Undercutting is
the burning away of the base metal at the toe of the weld. Undercutting may be
caused by the following conditions:
•Current
adjustment that is too high.
•Arc
gap that is too long.
•Failure
to fill up the crater completely with weld metal.
Slag Inclusions
Slag inclusions
are elongated or globular pockets of metallic oxides and other solids
compounds. They produce porosity in the weld metal. In arc welding, slag
inclusions are generally made up of electrode coating materials or fluxes. In
multilayer welding operations, failure to remove the slag between the layers
causes slag inclusions. Most slag inclusion can be prevented by:
•Preparing
the groove and weld properly before each bead is deposited.
•Removing
all slag.
•Making
sure that the slag rises to the surface of the weld pool.
•Taking
care to avoid leaving any contours which will be difficult to penetrate fully
with the arc.
Porosity
Porosity
is
the presence of pockets that do not contain any solid material. They differ
from slag inclusions in that the pockets contain gas rather than a solid.
• The gases forming the voids are derived form:
•Gas
released by cooling weld because of its reduced solubility temperature drops.
•Gases
formed by the chemical reactions in the weld.
•Porosity is best prevented by avoiding:
•Overheating
and undercutting of the weld metal.
•Too
high a current setting.
•Too
long an arc.
Visual Inspection before Welding
•Check
drawings
•Look
at the weld position and how it corresponds to the specification. Watch the
vertical direction of travel
•Does
the procedure align with local codes and the weld specification
Weld
Material Inspection
•Do
the materials purchased match the specification for base metal size and type?
Check electrode size, gas selection and grade.
•Check
materials for defects. Look for contaminants such as rust, scale, mill,
lamination etc.
•Are
materials prepared for correct angles
Equipment
Inspection
•Check
for damage (cables, ground clamps, electrode holder).
•Check
arc voltage
•Check
amperage meter for range against specification
Visual
Inspection
during Welding
•Check
electrodes for size, type and storage (low hydrogen electrodes are kept in a
stabilizing oven)
•Watch
root pass for susceptibility to cracking
•Inspect
each weld pass. Look for undercut and required contour. Ensure the weld is
cleaned properly between each pass.
•Check
for craters that need to be filled
•Check
weld sequence and size. Gauges are used to check size.